
解决方案:在炉中焊接SMA(表面贴装组件)之前,工厂应仔细对其进行测试,以确保组件的共面性不容忽视。请勿在生产中使用未经授权的设备。
注:在红外回流焊接中,PCB基材和焊料内的有机助焊剂是红外辐射的良好吸收介质,但引脚可以部分反射红外辐射,因此焊料首先熔化,焊料之间的润湿力为。减少。由于润湿力大于焊料与引脚之间的润湿力,因此焊料不会沿着引脚凸起,发生芯吸的可能性极小。

 缺陷5:BGA 焊接不良
缺陷5:BGA 焊接不良
BGA:球栅阵列(球栅阵列封装)
下图:典型的BGA焊接(来源网络)
副作用:恋惠
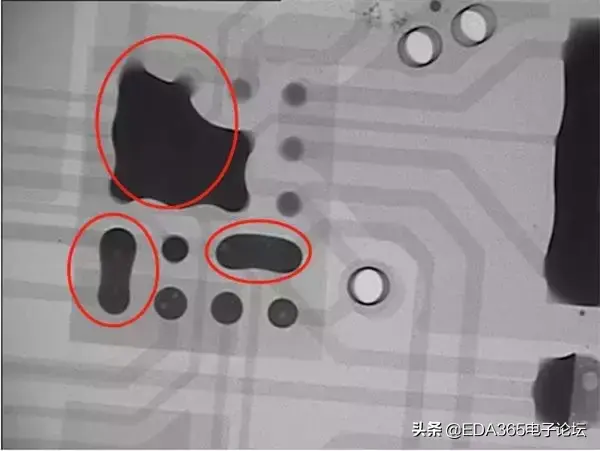
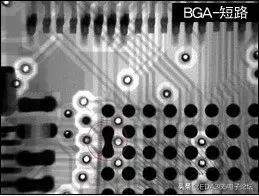
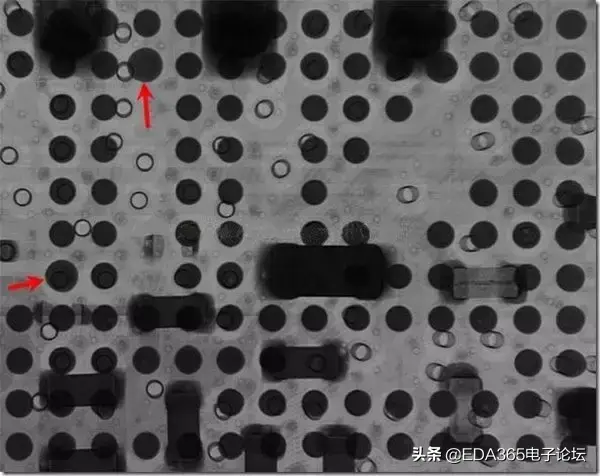
锡连接也称为短路。这意味着在焊接过程中,焊球和焊料短路在一起,并且两个焊盘连接,形成短路。
解决方案:工厂调整温度曲线,降低回风压力,提高打印质量。
练溪示意图:红圈处是练溪(来源网络)
副作用:虚焊
误焊又称“枕枕”(HIP),造成误焊的原因有很多(焊球或PAD氧化、炉内温度不够、PCB变形、焊锡丝活化不良等)。焊膏等)。 BGA伪焊点的特点是不易发现、难以识别。
BGA伪焊图(来源网络)
BGA“枕头效应”侧视图(来源网络)
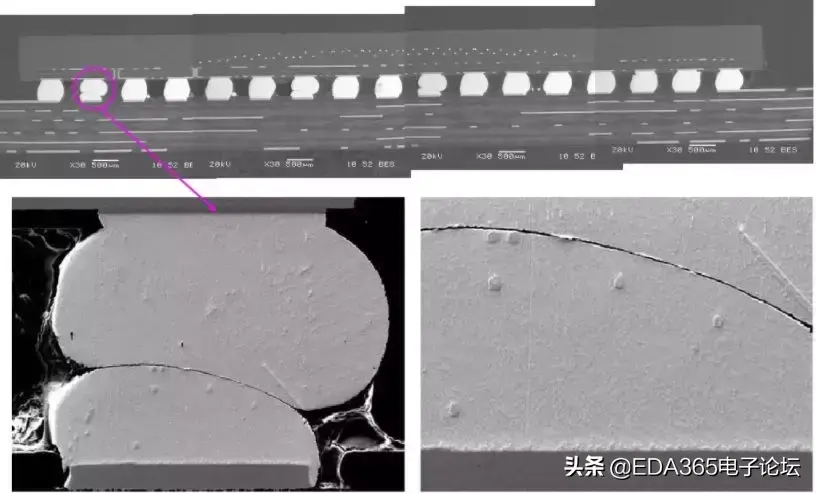

副作用:冷压焊
冷焊是由于焊接温度异常,未达到焊膏熔点或回流焊时间不足造成的。回流焊区。
解决方案:工厂调整温度曲线,减少冷却过程中的振动。
BGA冷焊原理图(来源网络)
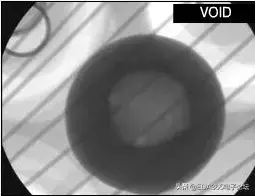
副作用:起泡
虽然气泡(或气孔)并不是绝对不受欢迎的现象,但如果气泡太大,很容易造成质量问题,其验收以IPC标准为准。气泡主要是焊接过程中盲孔内滞留的空气没有及时排出而造成的。
解决办法:要求工厂用X光检查原料内部是否有气孔,调整温度曲线。
BGA气泡图(来源网络)
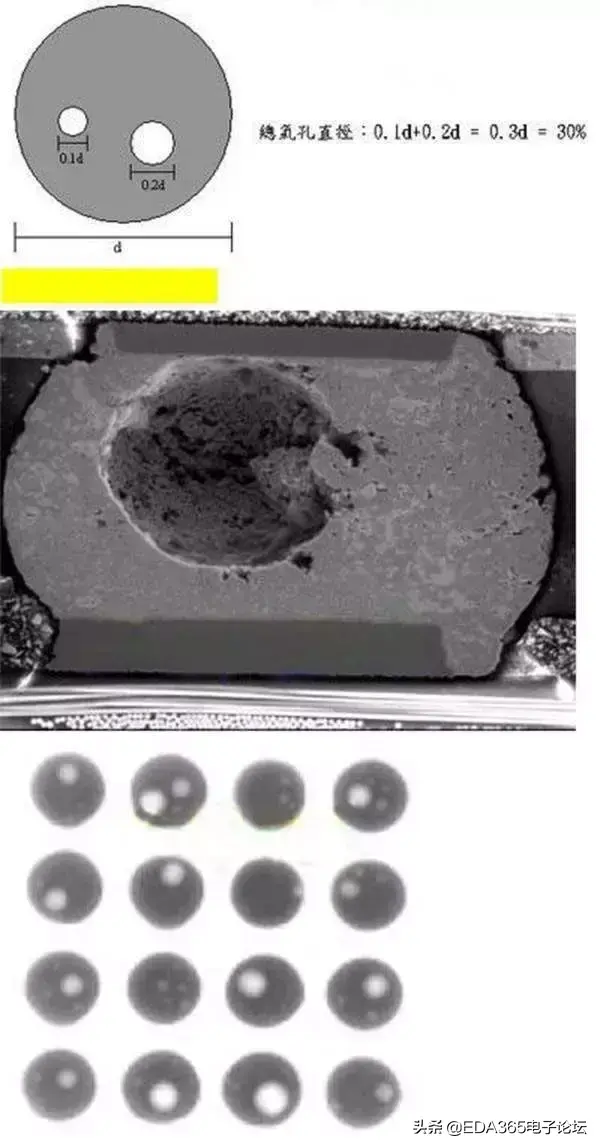
一般情况下,气泡尺寸不能超过球体的20%。
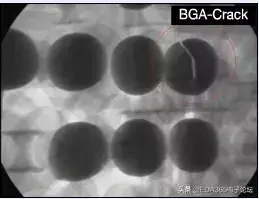
副作用:锡球开裂
副作用:脏
焊盘脏污或异物残留由于制造过程中环境保护不够,异物可能会粘附在焊盘上或焊盘变脏,从而导致焊接缺陷。
除上述外,晶体开裂(焊点表面玻璃有裂纹)、偏移(BGA焊点与PCB焊盘位置错位)、飞溅锡(小锡球) (靠近),两个焊点之间)
如果硬件条件允许,SMT芯片制造商通常倾向于采用更加科学、高效的工艺和测试方法来保证BGA焊接的高良率。
以采用互联网订购模式的SMT 原型工厂为例。本厂每两小时进行一次BGA焊接质量检验,并提供BGA样品供客户参考。它还配备了BGA返修台,可以对BGA进行精确修复。
除了控制BGA焊接质量外,要有效避免“印刷问题”、“锡膏质量”、“回流焊接温度不可控”等SMT致命工艺缺陷,最好的措施是:
配置SPI设备,检查每块板上每个焊盘的焊膏厚度是否符合IPC标准。
我们将开发自己的首件测试仪,显着提高IPQC的首件精度。
采用美国KIC高精度测试仪,确定符合产品要求的回流焊温度,并生成可追溯的温度曲线。
为客户进行IQC来料检验,测试数据录入系统可追溯。
普通材料和敏感设备严格按照ISO管理规范在专用储存柜内储存和烧制,并记录数据以便追溯。
使用日本产Alpha Professional Flux
原创文章,作者:小条,如若转载,请注明出处:https://www.sudun.com/ask/85301.html