
1 塑件三维建模及质量问题
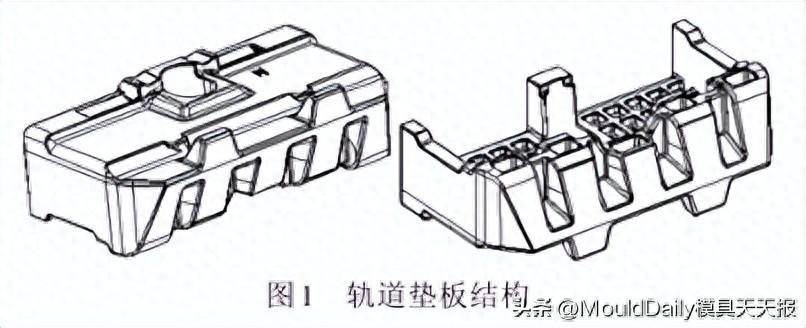
随着国内高铁交通的快速发展,铁路轨道垫板的需求不断增加。触控板的原材料是玻璃纤维增强聚酰胺66或其他性能不逊色的材料。触控板内部不应有气泡或间隙。 3D 建模如图1 所示。整体尺寸为203mm x 108.9mm x 66mm。根据触控板的机械性能要求,我们沿着触控板的横截面进行了内部间隙测试,发现肩部区域内部存在大量气泡或间隙。如图2所示,它被评为不符合卡车要求。背板的机械性能要求需要优化和改善内部空隙质量问题。

2 基于TRIZ理论的因果链分析
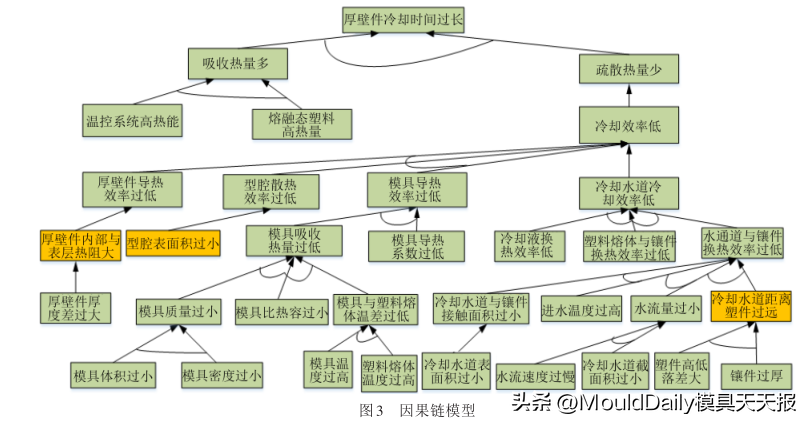
因果链分析是全面识别工程系统中问题的分析工具。目前主要用于研究厚壁零件因吸热高、散热低而导致的冷却时间长的问题。产生此问题的原因:原料的固体颗粒在注塑机温控系统的高温高压下发生物理变化,从固态转变为熔融态时吸收物质。此时冷却效率过高,散热性能下降。
借助TRIZ理论因果分析工具,绘制并分析因果链模型,整理问题之间的逻辑关系,找出触控板散热问题的主要原因。 压力太大 塑件内部与表面之间的热阻太大 模具导热系数太低 型腔表面积太小,模腔面积太小冷却水道太小 漏水流速太慢 冷却水道截面积太小。距离较厚的部分太远。根据主要原因因果链模型分析,主要原因是塑件内部和表面热阻较大,以及冷却通道与厚壁件之间的距离过大,如图3所示。得出的结论是。 TRIZ 工具用于分析和实施性解决方案的两个主要原因。
2.1 基于TRIZ理论的原因分析及解决方案
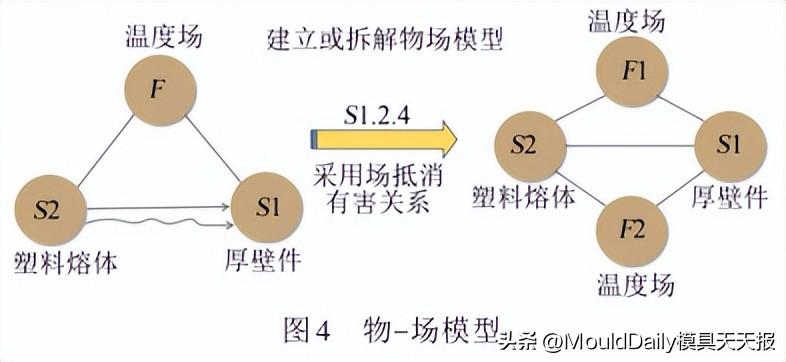
解决塑件内部与表面热阻较大的问题,首先建立问题模型,选择第一类物场类型,构建或分解物场模型。如图4所示,作为同时有用和有害的物场模型,选择TRIZ理论中的标准解S1.2.4,并引入场抵消有害关系。在模具中添加温控模块可降低热阻,提高塑件导热性能,但模具结构复杂,修改困难。
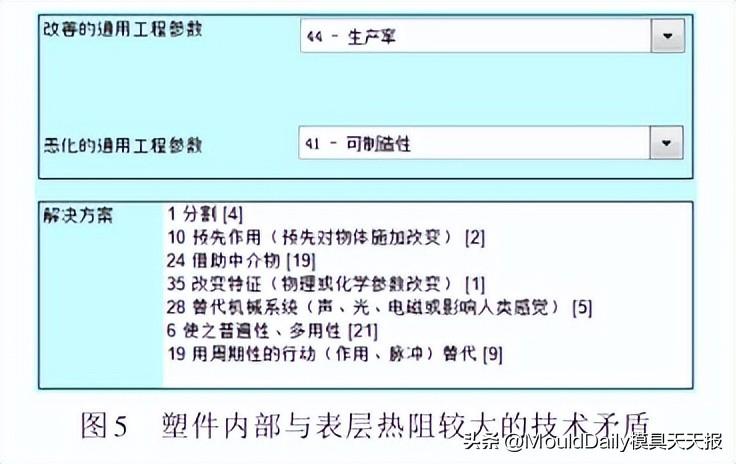
第二个工具是基于上面提到的技术不一致的问题而推出的。技术不一致是指使用已知原理或方法改进系统的某些部分或参数不可避免地降低系统的其他部分或参数的现象。在详细解释了生产率和可制造性之间的技术矛盾后,可以利用TRIZ理论矛盾解决工具的技术矛盾查询来确定相应的改进参数(生产率)和劣化参数(可制造性)。本发明的优选原理如图5所示。分割的原理是将对象划分为独立的部分或易于组装和拆卸的部分。基于此的解决方案是平移分段注入。
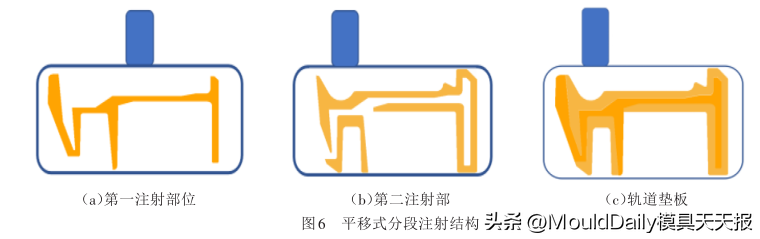
平移分体注塑工艺主要包括将现有的触控板结构分为第一注塑部分和第二注塑部分,并在第一注塑过程中完成第一注塑部分和半嵌入支撑机构部分的成型。 – 一次注射的成品在模具轴的驱动下线性移动到第二次注射的型腔中,第二次注射完成后,其半凹式支撑机构定位并固定,形成轨迹板。如图6所示。分割触控板时的技术要点: 分割形成的第一注塑件和第二注塑件的质量必须相等。 两部分的平均壁厚应比较均匀。 分割面的选择。必须保证注射填充的平衡。 分体后,需要将两个零件进行组装,以保证塑件的完整性,如图6所示。
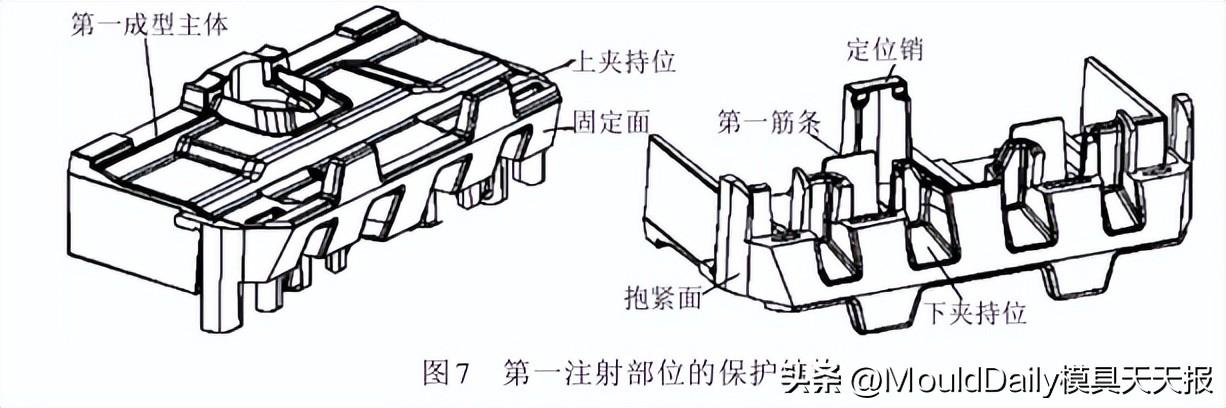
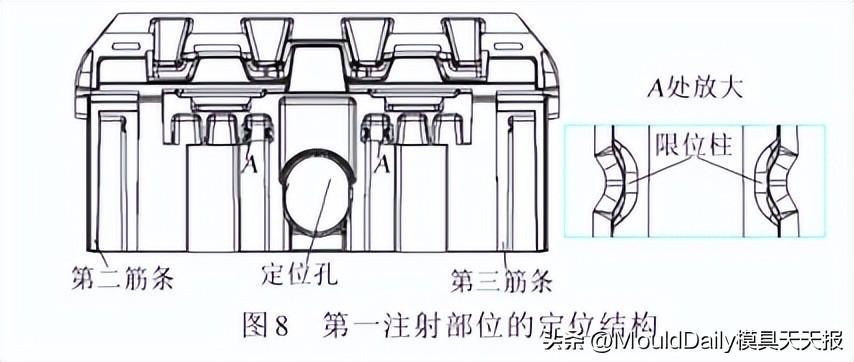
第一注射部位被注射模制在第一腔体内。在第二次注射过程中,采用半凹式支撑机构来定位和保护第一次注射部位。防护结构主要包括上卡位、固定面、防护结构。固定面和下夹具位置如图7 所示。上、下夹紧位置用于限制第一注射件的垂直滑动,固定和保持表面限制其移动,直到在第二注射腔之前发生沿移动方向的滑动。半埋支撑机构在第一次注塑过程中形成,其定位结构主要包括第一筋、第二筋、定位孔、第三筋和限位柱。
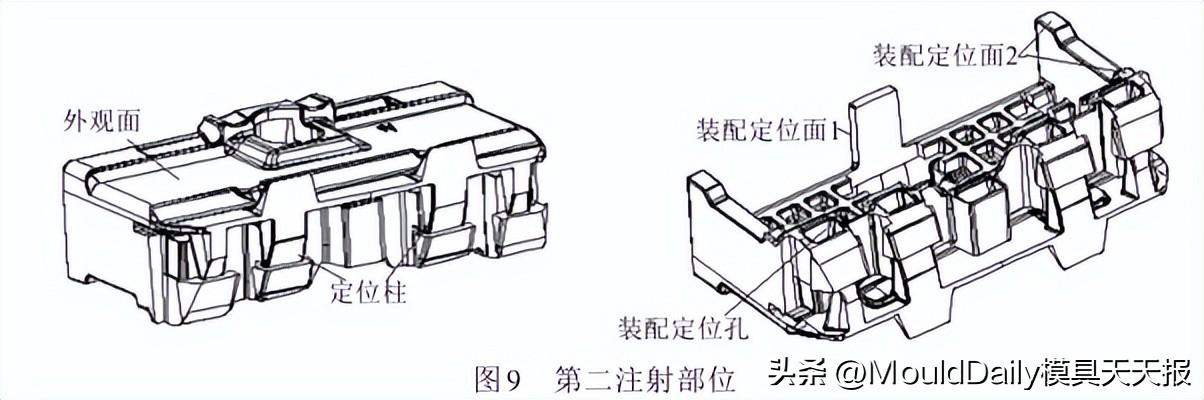
第一注射部位通过第一筋条、第二筋条和第三筋条被引导至第二注射腔内,并且第一注射部位通过定位孔和限位柱被引导固定。定位结构如图1所示。第二注塑部是在第一注塑部的基础上通过第二注塑成型而成,并且第二注塑部包覆第一注塑部的部分内表面和外表面。第二注射段主要由外表面、定位柱、装配定位孔、装配定位面1、2组成。外表面由四个定位柱形成,如图9所示。第一次和第二次注射。部件互锁,四个定位柱贯穿触控板,确保触控板根据您的需要发挥作用。装配定位孔和装配定位面1和2使得轨迹板能够满足装配要求。
2.2 基于ENV模型的冲突解决
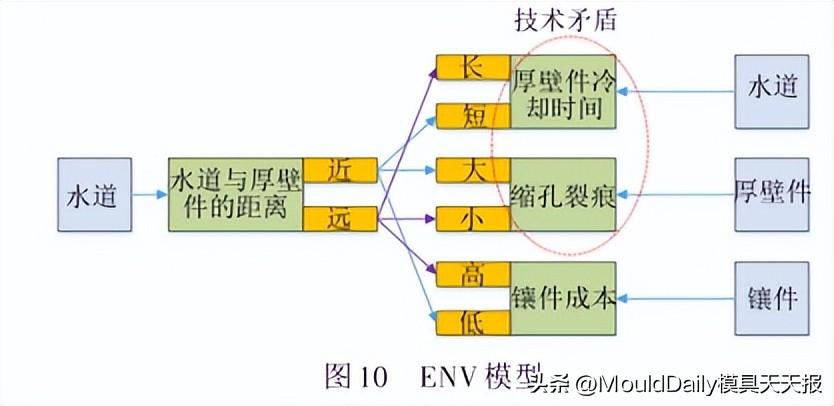
在基于ENV模型的矛盾中,技术矛盾表达了进化参数之间的矛盾。通过任务分解的过程,技术系统的演化需求转化为要素的演化需求,即演化参数需求的变化。当进化参数之间存在冲突时,就会发生技术冲突。对于冷却水道与厚壁件距离过远的问题,问题中的矛盾显而易见:厚壁件冷却时间与缩孔裂纹之间的技术矛盾。如图10所示。
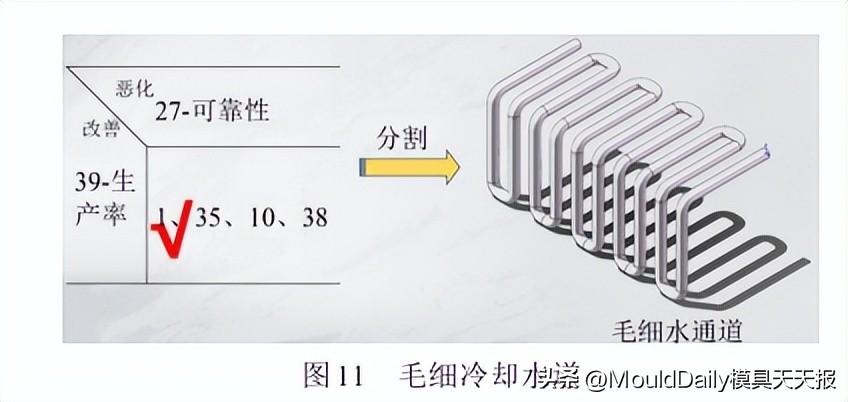
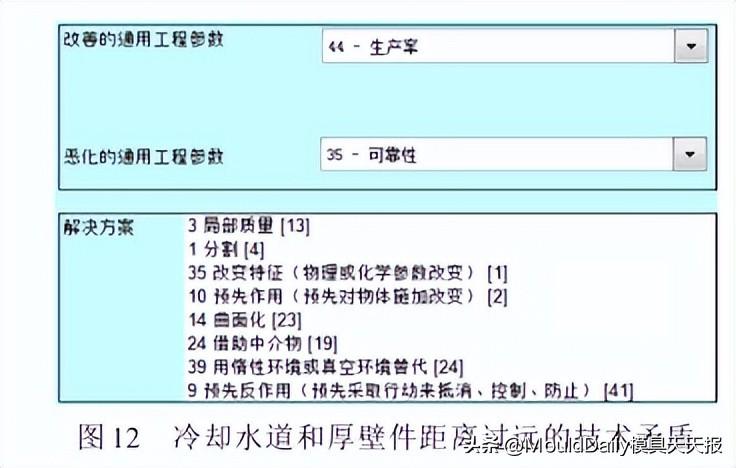
找到相应的改进和退化参数并选择分割原则,得到该方案的毛细管冷却水通道,如图11所示。解释完技术矛盾后,利用TRIZ理论矛盾解决工具的技术矛盾查询,找到相应的改进参数(生产率)和劣化参数(可靠性),并从优先推荐的发明原理中选择局部质量原理。如图12 所示。基于局部质量原理,利用3D打印技术打印局部冷却水通道,获得溶液的共形通道。
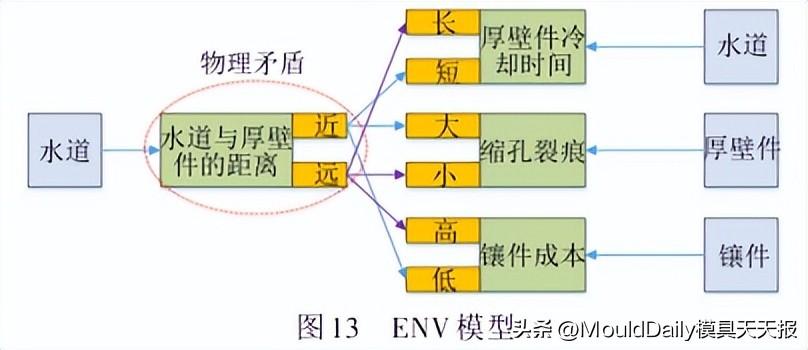
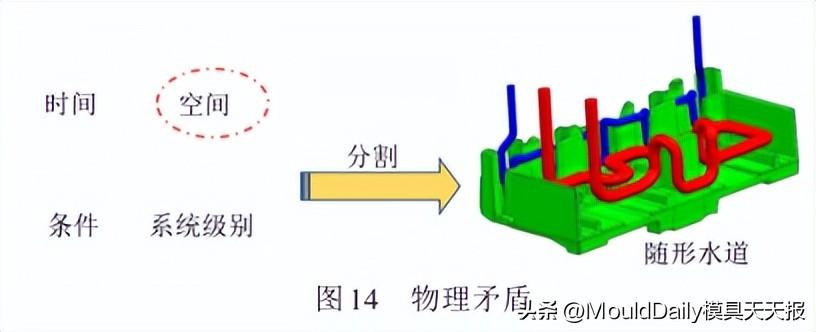
在基于ENV模型的矛盾表示中,物理矛盾是由于运行参数取值要求不同而引起的矛盾。从图13可以看出,当通过ENV模型控制冷却通道的参数时,可以看出物理差异是冷却通道与厚壁之间距离的差异。基于上述物理矛盾,利用TRIZ理论工具的空间分离原理对毛细管冷却通道进行细分,得到随形冷却通道方案,如图14所示。
3 基于Moldflow仿真分析验证
使用UG软件检查现有塑料零件的壁厚。如图15所示,可以看出最厚壁厚约为21.96毫米,平均壁厚约为7.97毫米。树脂件的最大壁厚与平均壁厚相差13.99mm,相差较大。 现有的树脂部件结构的壁厚不均匀。检查UG 中第一个注射部位的壁厚表明,最厚的壁厚约为12.09 毫米,平均壁厚约为3.85 毫米。如图16所示,最厚壁厚与平均壁厚之差为: 8.24毫米。
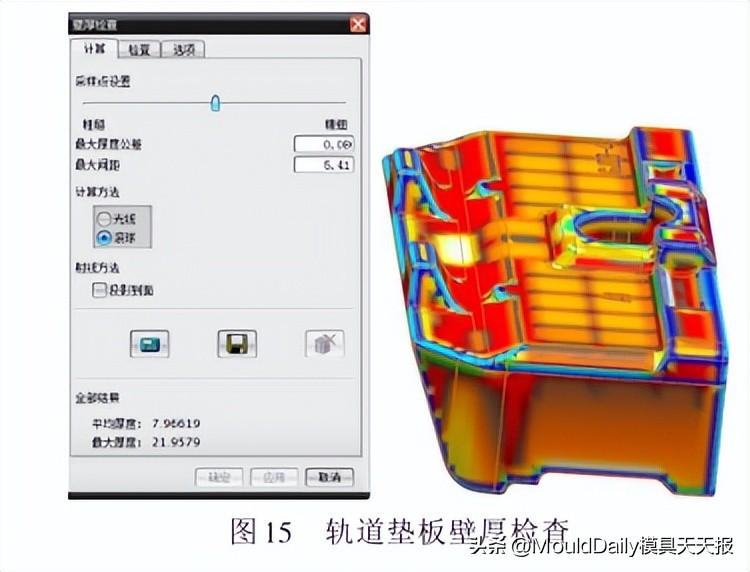
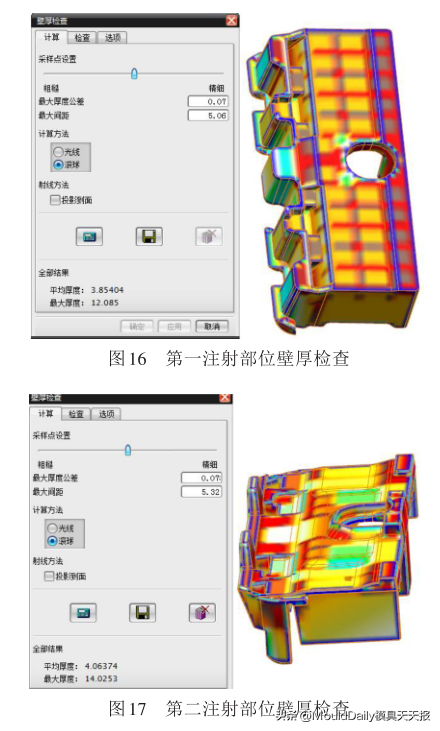
图15和图16显示,现有塑料件的平均壁厚约为7.97毫米,初始注射部位的平均壁厚约为3.85毫米。第一个注射部位的壁厚差为4.12 mm。与传统树脂零件结构的壁厚差异相比减少了,并且平均壁厚得到了显着改善。通过UG检查第二注射部位的壁厚,发现最厚壁厚约为14.02毫米,平均壁厚约为4.06毫米,如图17所示。图15和图17显示,现有塑件的平均壁厚约为7.97毫米,第二注射位点的平均壁厚为4.06毫米。第二注射位的厚度差比现有塑件结构的厚度差低3.91毫米,厚度更加合理,有利于塑件的注塑成型。
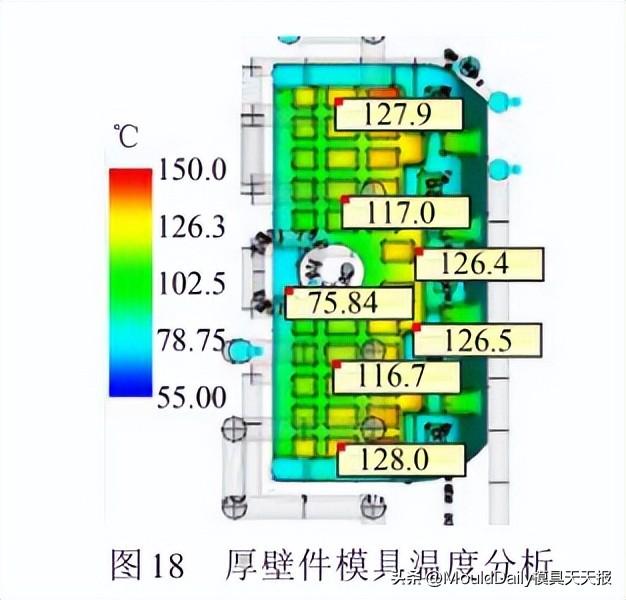
图18 显示了厚壁零件的模具温度分析。选择七个代表性位置模具温度(分别为127.9、117.0、126.4、75.84、126.5、116.7和128.0)以获得中值。模具温度为126.4。现有的冷却通道由于距离模具型腔较远,因局部散热而无法加工。保持高温的唯一解决办法是降低塑料部件的温度并延长生产周期。
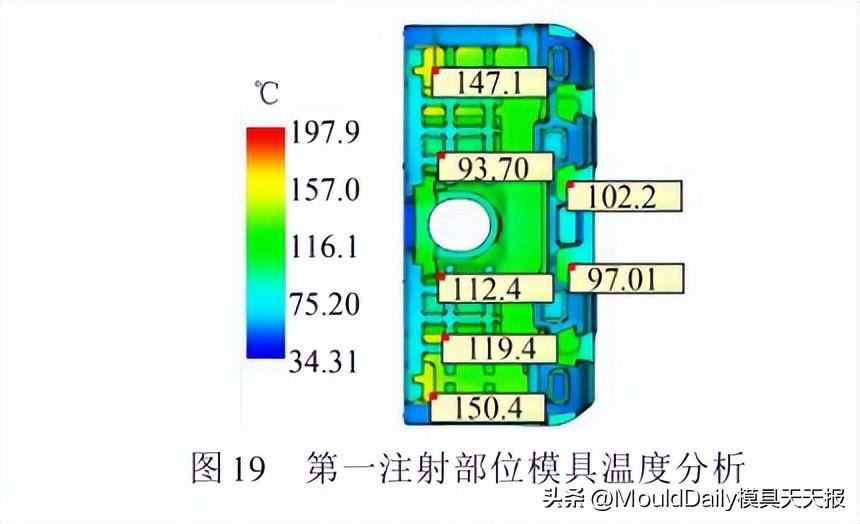
第一个注射部位的模具温度分析如图19 所示。另外,选择7个代表性位置的模具温度(147.1、93.7、102.2、97.01、112.4、119.4和150.4),并且中值模具温度为112.4。
第二个注射部位的模具温度分析如图20 所示。还选择了七个代表性位置的模具温度,分别为118.3、80.6、89.3、84.28、96.77、78.81和119.2。模具中心温度为:位数为80.6。综上,可以得出触控板模具温度中位数为126.4,第一注射段模具温度中位数为112.4,第二注射段模具温度中位数为80.6。分段注射时模具温度较低,同时采用随形冷却通道使模具冷却相对完全,减少冷却时间,提高成型效率。
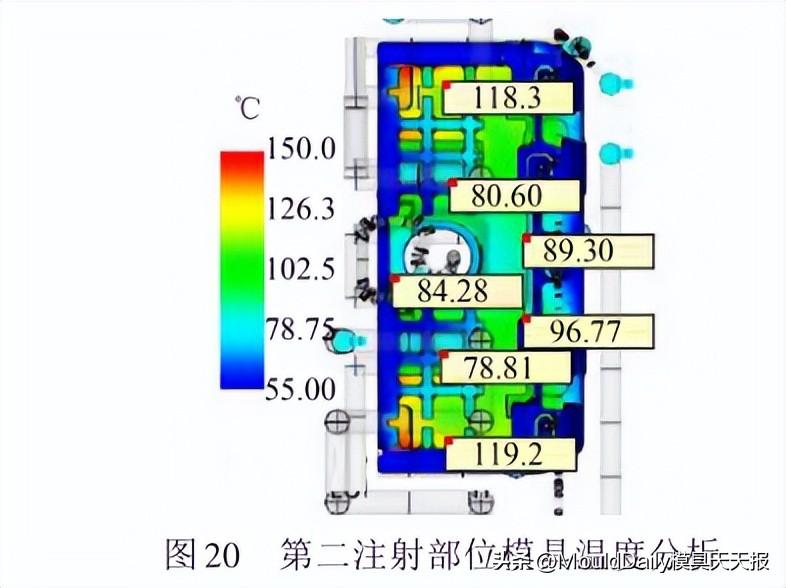
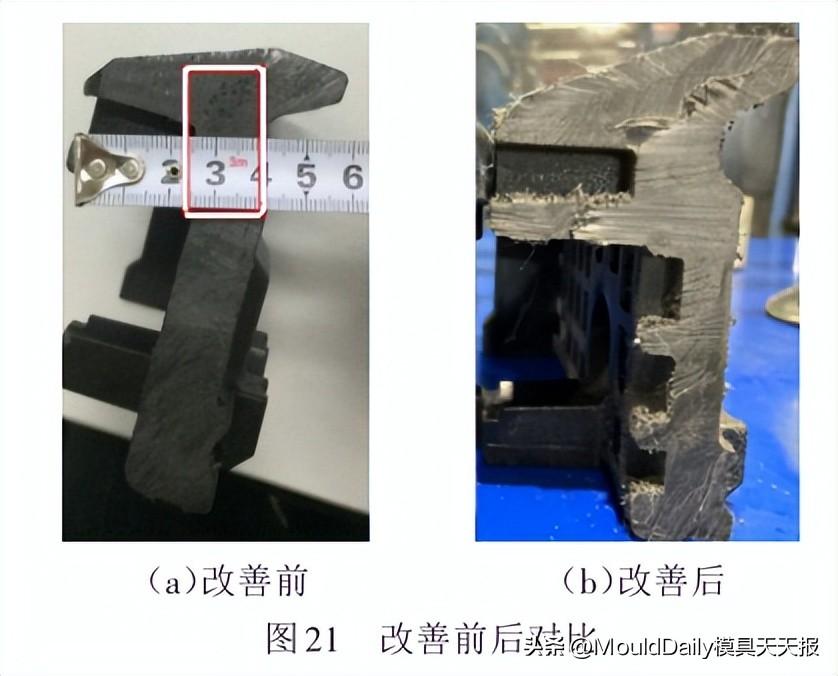
图21 显示了实际触控板的横截面。改进前,树脂件内部有沉孔,而改进后,树脂件内部没有沉孔,实现了内部凝固,成型质量提高。满足塑料件外观和功能质量的技术要求。
原作者:邹功成
作者单位:珠海格力电器有限公司
原创文章,作者:小条,如若转载,请注明出处:https://www.sudun.com/ask/85475.html